Workholding: One of the Most Critical Elements of Manufacturing
By Jo Gardner, ResourceShark for Zagar Inc.
Contributed August 23,2020
Workholding: any device made to hold or grip a workpiece to perform a manufacturing procedure on the workpiece. It is one of the most critical elements of machining. The workholder may apply its gripping force mechanically, electrically, hydraulically or pneumatically.
Basic Mechanical Workholders:
A mechanical holder could be as simple as one hand holding a workpiece while the other hand whittles it with a knife, or drills into it. The hand holding the workpiece is the workholder, the other hand is the tool holder. The knife or drill would be the cutting/reaming or drilling tool. The movement of both hands are required to achieve the job results. This is an incredibly basic example of workholding.
A better mechanical workholding example is a torque and groove vise clamp that holds the workpiece steady while work is executed on the workpiece. The torque and groove vise clamp is a stronger holding force than the hand and the work can be more concisely performed than with the hand as a workholder.
Chuck vs. Collet:
Some prefer to use an electric, hydraulic, or pneumatic chuck as their workholder. One example, the screw chuck, is attached to other machine tools and is used to hold a workpiece during boring, drilling, tapping and other rotary operations. Each chuck may need individual tightening or the workholder may feature a single adjustor that simultaneously tighten every chuck.
Then there is the collet. Cylindrical in shape, the collet workholding device is technically classified in the chuck workholding category, but collets are often considered to be in a stand-alone workholder category. Where chucks grip the workpiece in three or four places, a collet grips the workpiece all the way around. This uniform holding force adds precision, strength, and uniform holding force over other workholding options. Zagar Collets can be air or hydraulic powered operations for stationary fixtures, or when mounted to rotary or slide table applications. A locating boss allows for quick changeover of the rotary fixtures.
Collet Fixture Selection and Installation Basics:
The collet workholder establishes the location of the workpiece relative to the drilling or tapping tool. If the operation should be performed at a precise location on the workpiece, locating between the workholder collet and the workpiece must be equally precise. Zagar Collets with automatic indexing feature enable this level of precision to be more automated and precise than other types of workholding devices can manage.
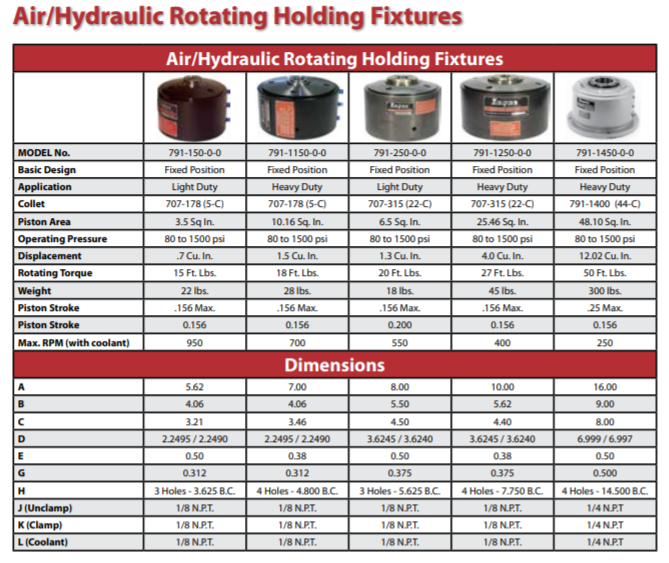
Other factors is fixture selection include the production goals. If a large number of workpieces are to be machined, a heavy duty workholder can significantly increase hourly production. Zagar light and heavy duty collet fixtures, with cast iron housings, are designed for your production and tool room environments. Zagar offers a standard range of workholding fixed position and draw type collets ranging from .78 cu inch of displacement to 12.02 cu. Inches of displacement as well as custom collets for your unique production needs.
The Air/hydraulic fixtures develop their holding power from line pressure applied against the piton area. The holding force formula is

When you need workpiece accuracy, endurance and high repeatability, Zagar workholding fixtures answers your manufacturing demands with strength and precision. Visit us at https://www.zagar.com/workholding/ or email us at sales@Zagarinc.com for more details.